Bursting strength is the property of a material and how it behaves when applied…
What Do You Know Fabric Stiffness and Its Measurement?
Table of Contents
Fabric Softness and Its Measurement
-
Fabric Softness
Through a series of dyeing and finishing process, hand feeling of textile is affected in a degree. So, in general, textile product will receive appropriate softening treatment, to enhance its smoothness and hand feeling, so that wearability will be improved. In the meantime, please pay attention to not lower whiteness and dyeing fastness of textile as much as possible after softening treatment, and not have harmful effect on human skin.
-
Soft Finish
Soft finish is to dispose textile by softener, which will form a protective film on textile surface to reduce the friction between composition of textile and between human body and fabric, leading to be soft and smooth textile.
(1) Soft finishing agent
Softener is an auxiliary with the most types and largest dosage among dyeing and finishing agents. Softeners are to adjust friction between fibers and between fiber and human body to obtain better softness. The friction can be expressed by the friction coefficient which is divided into static friction coefficient and dynamic friction coefficient. Softeners are added in finishing agent to dispose fabric, which reduces static friction coefficient and dynamic friction coefficient between fibers, leading to be soft and smooth fabric.
The most common used softeners are surfactants and organosilicons.
- Surfactants
Surfactants, generally with good softness, have much variety and large dosage. This is because there is hydrocarbon long chain in its structure, which can curl irregularly to form flexibility of molecules. The flexible molecules adhering to fiber surface have an effect on lubricating, which lowers dynamic and static friction coefficient between fibers. According to ionicity, surfactants can be divided into 4 types. Anionic softeners, such as inorganic acid fat salt, sulfonated succinate. Cationic softeners, such as tertiary amine, quaternary ammonium salts, imidazoline quaternary ammonium salts, are widely used so far. With good soft effect and a certain washing resistance, it can endow synthetic fiber fabric with antistatic property, but cannot be used with anionic softeners at the same time. Non-ionic softeners, such as polyoxyethylene ether, a fatty acid ester of sorbitol, have weak absorbability and washing resistance for dead electricity, but have the best compatibility with other softeners. Amphiprotic softeners, such as alkylamine lipid structure.
- Organosilicon
The development of organosilicon softeners is so fast that it has more and more types and a wider application. Organosilicon, emulsion or microemulsion of polysiloxane and its ramification, endows fabric with good softness and smoothness. It is a kind of ideal material of textile softeners because backbone of polysiloxane is a spiral and unbranched structure easy to flex, which makes it possible to rotate in every angles with little power (almost 0), so that it can reduce not only dynamic and static friction coefficient between fibers but also surface tension of fibers. There are several main varieties. Dimethicone is one of the first used products. Hydroxyl silicone oil, product that the two ends of Polydimethylsiloxane (PDMS) are replaced by Hydroxyl, is applied wider in daily life, with good softness and smoothness, good washability. All kinds of modified silicone oil with better washability, such as Epoxy-modified polysiloxanes, can be used with various auxiliaries. Amino modified silicone oil formed by embedding amino in the macromolecular chain of Polysiloxane has got the fastest development in recent years. As it has good softness, elasticity and washing fastness, it is suitable for diversified fibers such as cotton, wool, polyester, nylon, acrylic, and blended fabric. However, attention should be paid to not introduce excess amino, resulting in yellowing fabric. Of course, every softener has a limited performance, so you can combine two or more softeners to attain better effect.
(2) Soft finishing process
There are mainly two ways for soft finishing: dipping treatment and soaking treatment.
Dipping treatment used for soft finishing of fabric is suitable for large-scale continuous production. Generally, it happens when fabric is stretched stereotypes. Softeners, configured into finishing solution with a certain concentration, are put in padding tank of hot air stretch stereotypes machine. Through dipping, fabric is dried by hot air and stretched, with completion of soft finishing and stretched finishing at the same time. If brightener is added into the finishing solution, soft and bright finishing can be done simultaneously. Taking pure cotton fabric’s soft finishing for example:
Process flow: dipping finishing solution (25 g/L softener; dip and squeeze each for twice; 30℃~40℃;rolling rate:70%~80%; speed: 40~45 m/min) — pre-dry (100~110℃) — tenter drying (150~160℃) — cooling — cropping
Soaking treatment is an intermittent production way, suitable for soft finishing of yarn and knitting fabric. Except for doing soft finishing specially, this step can be done with dyeing (soften in bath) in the meantime. At large, soaking treatment is used in yarn skeins dyeing machines, overflow dyeing machines. Taking cotton knitting fabric’s soft finishing for example:
Process formula and conditions: 0.8% softener, bath ratio is 1:10; temperature: 50℃; processing time: 20 min. After completing finishing, dehydration is required; then dry by loose hot air.
-
Softness Measurement
Heart method and stiffness method can be adopted to measure soft effect of softeners.
(1)Heart method
- Apparatus and Materials
Measurement device of heart method (Figure 1), fabric, scissor, ruler, etc.
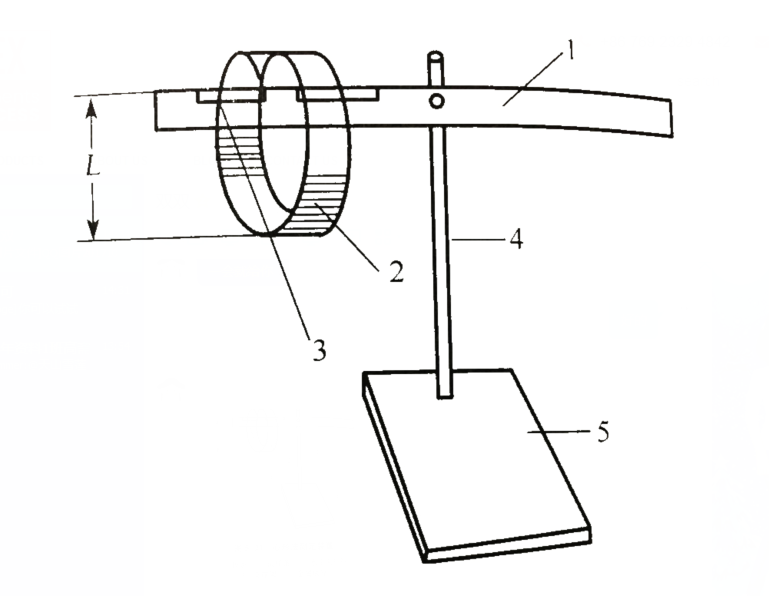
Figure 1 Measurement Device of Heart Method
1-slat 2-sample 3-horizontal fixture 4-holder 5-metal base
- Test method
- Sample preparation. 10 weft and warp samples of 2cm*25cm are cut from test samples. The two ends are marked at 2.5cm, and the valid part of samples is 20cm.
- Two ends of sample are clamped tightly with horizontal fixture at mark, which forms a heart ring plane that is vertical to slat hanging fabric. The installment is as Figure 1 shown.
- 1 min later, the distance L (mm) between the top of horizontal slat and the lowest place of heart ring is measured. This is fabric softness. L is weight height, also known as softness.
- The weft and warp of sample have to be measured for five times, and so do its positive and negative. The average value of weft and warp represents softness. If the measurement value L is large, fabric softness is good, but if small, bad.
(2)Stiffness method
- Apparatus and Materials
Stiffness tester, scissor, ruler, test samples, etc.
- Test principle
The method to measure fabric stiffness can be used to measure softness. Stiffness and softness is an opposite relation, that is to say, the shorter the flexing length, the better the softness; on the contrary, worse.
- Test method
- Sample preparation. 6 samples of each weft and warp are cut in 25mm*250mm.
- Put through power. Open power switch.
- Make sure sample is at initiative position. If not, push “back”.
- Adjust test angle of device. There are 3 lines over emitter, from up to down: 41.5°, 43°, 45°. Emitter’s position can be modified by adjusting fastening screw on emitter, enabling a side over emitter holder to coincide with selected angle.
- Push “↑↓/+” to uplift the sample holder. Sample is place at horizontal platform, one side of which should align at right side of platform. Then push “↑↓/+” to put sample holder down, pressing at horizontal platform.
- Push “print” to start the machine. The sample holder is pushed gradually towards right. Sample droops for its own gravity. When sample droops to the measurement angle, the machine stops testing for inspecting the signal and back to initiative position. In this moment, elongation of sample is shown on the distance screen.
- Change the sample and continue the test. After finishing the test, push “search” to search test results.
- Close power switch when finishing the test.
- Results calculation
Flexing length: half of elongation. Positive and negative side of each ends measure once, in total 4 times. And get average value.
Flexural rigidity:
G=m*C^3*10^-3
Where:
G—sample’s flexural rigidity (mN.cm);
m—sample’s surface density (g/m^2)
C—sample’s average flexing length (cm)
Related Posts



This Post Has One Comment
Leave a Reply
You must be logged in to post a comment.
a) In ASTM D 4032, it has been said that: “8.1 The short side of the specimen must be parallel to machine (length) direction of the fabric”.
As Specimen size is 102 by 204 mm, does it mean that short size (102 mm) will be parallel to warp (machine) direction?
b) I would like to quote some other sentences from ASTM D 4032.
“8.1 Lay each specimen face down and fold specimen once to form a square 4 by 4 inch (102 by 102 mm)”.
If a specimen is fold in the way ASTM D 4032 suggests, how does the folded specimen look like? If we consider denim fabric, where face side looks blue and back side be white, if we fold that denim specimen, will blue side be on top? Or will white side be on top?
Would you please say, according to method ASTM D 4032, which way of folding specimen is correct? Either the first way where face side is on the top, or the second way where back side is on the top? And which way of folding specimen indicates face-to-face and which way give back-to-back?
I learnt the word face-to-face from note 4. We will find note 4, below the point 8.1 in ASTM D 4032, where this point says:
“Fabric may be tested face to face when the technical back is used for outer surface or when there are significant differences in face and back properties”.
c) In 10.4.1 the method ASTM D 4032 says-
“Using a stop watch, adjust the pneumatic to provide to provide plunger speed of 1.7±0.15 s under no load conditions”.
Is it possible to provide any image or video that shows how to adjust the pneumatic to provide plunger speed of 1.7± 0.15 s using stop watch?
d) In another space, in note 6, below the point 10.5, the method ASTM D 4032 says-
“If 3.2 mm (⅛ inch) clearance under plunger prevents ease of entry of specimen due to fabric thickness, the clearance may be increased to 6.3 mm (1/4 inch) maximum”.
Would you mind if I ask you to illustrate the procedure or attach any image that illustrates how to increase and decrease the clearance?
e) In most case, when we take five specimens from different places of same fabric, we find different values for each specimen. Discrepancy among these values is higher, and this sort of discrepancy doesn’t seem natural.
Say, for a specimen of a fabric we have found 0.45 Kgf, and for another specimen of same fabric we have found 0.83 Kgf. The second value is nearly double of the first one.
I would like to mention a link of a video from YouTube. This video was made by J.A. King. https://urlzs.com/syCE
In this video, at 0.56th minutes, the person conducting stiffness test finds a value of 0.632 Kgf. The same specimen was tested again. At the second attempt another value 0.846 Kgf was found. And at third attempt it was 0.79 Kgf.
To me the difference between 0.632 and 0.846 is not negligible.
Would you like to say something about this sort of discrepancy among stiffness values?